| �gӭ�������ս��ƹ��I(y��)�t����˾�ٷ��W(w��ng)վ�� | �P(gu��n)�ڽ��ƹ��I(y��)�t | �ھ����� |
 |
 |
| �gӭ�������ս��ƹ��I(y��)�t����˾�ٷ��W(w��ng)վ�� | �P(gu��n)�ڽ��ƹ��I(y��)�t | �ھ����� |
|
|
|
|

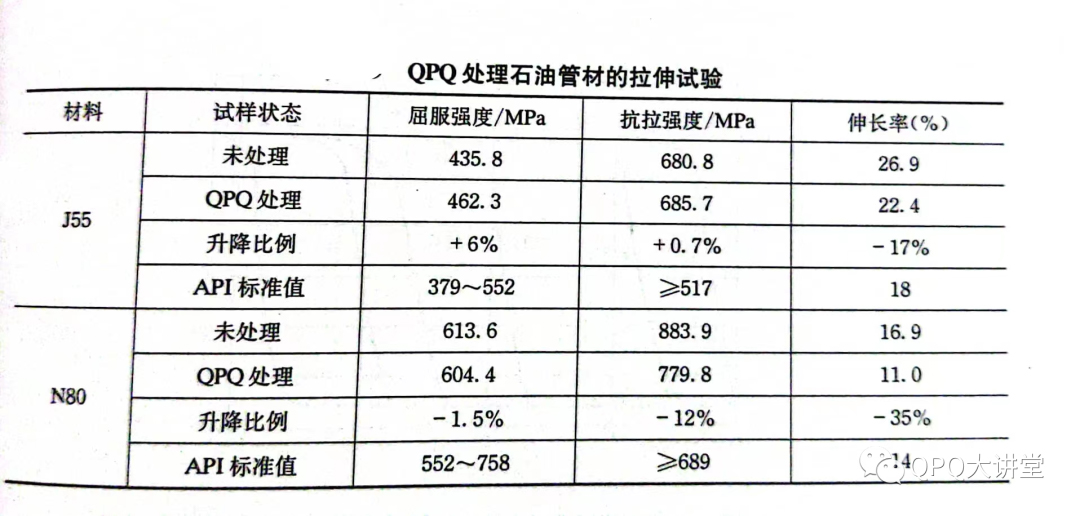
QPQ̎�팦���Ϗ��ȵ�Ӱ����ߣ����ƹ��I(y��)�t����Դ��QPQ���v�á��l(f��)����2023��5��23�ա������I(y��)�������L���y(t��ng)Ӌ��2472 QPQ̎����һ�N���揊�����g(sh��)���mȻ�B�ӱ���Ӳ���^�ߣ������������w���ȵ�Ӱ푴�С��Ҫȡ�Q�ڻ��w���ϵ�ԭʼ��B(t��i)�����ߴ�Ĵ�С����(d��ng)Ȼ�B�����Ҳ����Ҫ��Ӱ�����֮һ�� ������w����̎���˻�������{(di��o)�|(zh��)��B(t��i)�r���tQPQ̎�����������w���ȿ��ܮa(ch��n)��һ����Ӱ푡����ڴ���B(t��i)�ĸߺϽ�䓣�����̎�����IJ���Ȼ�����^�ߵď��ȣ��B�ӌ��������w���ȵ�Ӱ푾��y���w�F(xi��n)������ QPQ̎�팦�������w����Ӱ푵Ĵ�С����Ҫȡ�Q�ڝB����\�c�����ߴ��С֮�g���P(gu��n)ϵ���B��Խ������ߴ�ԽС���t���w�������Խ��֮���B�Ӝ\�������ߴ�t���w������߲��@���� �ξ͝B����ȶ��ԣ����ψD��ʾ���B��Խ�̎��r�g�L����������ߵķ���Խ���Ԙ�(bi��o)��(zh��n)ԇ���M��ԇ�ǺϽ�䓾��ĵ��������ȿ������100����150%��ƽ�揝��ԇ�ӵı����O�������124%�� �����ߴ��С��̎�������w����Ӱ푵��о�������������ø6��ø10mm�ĈA�������������ȿ������100������(d��ng)�����ߴ糬�^20mm�r���B�ӌ����Ȏ��]��Ӱ푡������ߴ�ԽС�������������Խ��ͨ���ڹ����ό�5mm���µIJ��ϣ��������@�N������������ߏ��ȵ��ֶΡ� ���⌦̼䓼����f��̎�������s�ٶȌ�������һ����Ӱ푡�̎������s�ٶȿ���ԫ@������ȵď�����ߡ�����������Ҝػ���һ���ض��rЧ������80�棩���t������ߵ�Ч���^��@�����ھ����rЧ�����˝B���е����^Ͷȣ������˵��Ĺ��������á� QPQ���g(sh��)��С�ߴ繤���ď��������Еr�ڹ����ϕ��l(f��)�]�^�����á���QPQ���g(sh��)��������C����ı��揊��̎�����@��һ�N���S���w�ı���_����������������ͨ��̎��������Ҏ(gu��)��Ӳ����������ߏ��ȣ���t׃�Ά��}�y�Խ�Q����������������w������̫�ͣ��o����(y��ng)�á�����QPQ���g(sh��)�Ժ�������ˣ�׃�Ά��}��Q�ˣ����P����Ҳ�����ߣ���Ͷ���˴�Ҏ(gu��)ģ���a(ch��n)��(y��ng)�á� �ո�C��Ƭ������QPQ���g(sh��)��߹������w���ȵ���һ�������@�N65Mn��ƵIJ��y�Ƭ�H��0.7mm������ͨ��̎������̎������Ƭ׃�δ����ڱ���鲨�y��o����ƽУ������ˏUƷ�ʷdz��ߡ�����QPQ���g(sh��)�Ժ�Ƭ׃�ΘOС������У�����UƷ���½����㣬ͬ�r��Ƭ�����w���Ⱥ���ĥ�Ծ��M��Ҫ�����r(n��ng)�����ո���rʹ��Ч���ܺá�����QPQ���g(sh��)��ʹ��Ƭ���(x��)�L���ď������^�����ߣ��ЕrҲ�����Á������Լ���Ч��Ҳ���e�� ͨ�^QPQ̎�팦�������W(xu��)���ܵ�Ӱ��M��ϵ��ԇ�����ǃɷNʯ�ܲ���QPQ̎������������ԇ�Y(ji��)����ԇ�ʹ�õIJ���������ʯ�ܲ��ϵĵ�̼�Y(ji��)��(g��u)�J55��N80�����Ͼ�̎�������B(t��i)��ԇ�ӵ��Π�ߴ����D��ʾ�����Ϗ�ʯ���Ͻ�ȡ���ӹ�������ԇ�ӣ�Ȼ���M����QPQ̎�����ڰ�Ҏ(gu��)���M��������ԇ ԇ�Y(ji��)��Ҋ�±���ԇ���Ҫ�z��ɂ��Y(ji��)����һ���^�����W(xu��)����׃������r�����ǿ���QPQ̎���Ժ���ϵ����W(xu��)�����Ƿ�߀���_������ʯ�͘�(bi��o)��(zh��n)��API��Ҏ(gu��)��ֵ��Ҳ�����Ƿ��_��ʯ�ܵ����W(xu��)���ܵĘ�(bi��o)��(zh��n)ֵ�����±����Կ������ɷN���Ͻ�(j��ng)QPQ̎����׃������J55���Ͻ�(j��ng)QPQ̎�����������ȺͿ������ȶ�������������N80���Ͻ�(j��ng)QPQ̎�����������ȺͿ������������½������ɷN���Ͻ�(j��ng)QPQ̎�������L�ʶ��@���½���J55��N80�քe�½�17����35����
��ʯ�ܵĻ������W(xu��)����Ҫ����f��J55���ϵ��������ȡ��������Ⱥ����L�ʶ����Ե��_API��(bi��o)��(zh��n)��Ҏ(gu��)��ֵ����N80���Ͻ�(j��ng)QPQ̎�������L�ʽ����^��(y��n)�أ��H��11��������API��(bi��o)��(zh��n)14����Ҏ(gu��)��ֵ���鲻�ϸ��ڌ��H���a(ch��n)�У��е���������(j��ng)�l(f��)������ʯ�ܾ����ѬF(xi��n)���@�����c̎������ϵ����L�ʴ�����½����P(gu��n)�������ע�⣬QPQ̎�팦���Ϗ��Ⱥ����L�ʵ�Ӱ��c�������Π�ͳߴ��ИO����P(gu��n)ϵ������ԇ���ᘌ���Ƭԇ�ӣ������ijߴ�Խ����Ӱ�Խ����ߴ�Ĺ���Ӱ푕���С�� QPQ̎�팦�����ď���Ӱ�ȡ�Q�ڲ����Լ����γߴ磬���ڱ��ڼ��Լ��п��h���ĵ��߶��ԣ����(y��n)��ѿص�����ˇ����ֹ?ji��)B��ƫ���ɴ�����С�
��һƪ�����P�͌�QPQ�B�����g�Ե�Ӱ� |
|
� Ԓ��0563-6849001 6849006
�� �棺0563-6849588
�� �C��13967257660 E-mail��zgl19821001@126.com
��ַ������ʡ�V�¿h�|ͤ�l(xi��ng)���(zh��n)���I(y��)�^(q��)
|
�W(w��ng)ַ���S�a |